| 最小起订 | 1吨 |
|---|---|
| 质量等级 | 一级 |
| 是否厂家 | 是 |
| 产品材质 | 10#、20#、35#、45#、20cr、40Cr、20CrMo﹑16mn﹑27simn |
| 产品品牌 | 乐道 |
| 产品规格 | 规格齐全 |
| 发货城市 | 无锡 |
| 产品产地 | 无锡 |
| 加工定制 | 定制 |
| 产品型号 | 型号齐全 |
| 可售卖地 | 全国 |
| 产品重量 | 过磅 |
| 产品颜色 | 金属 |
| 质保时间 | 一年 |
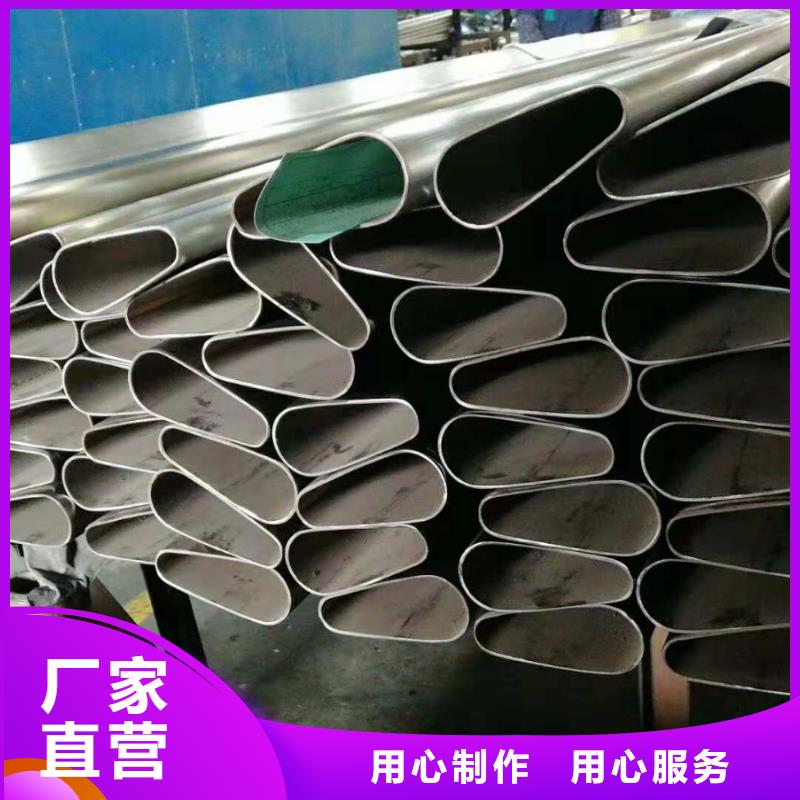
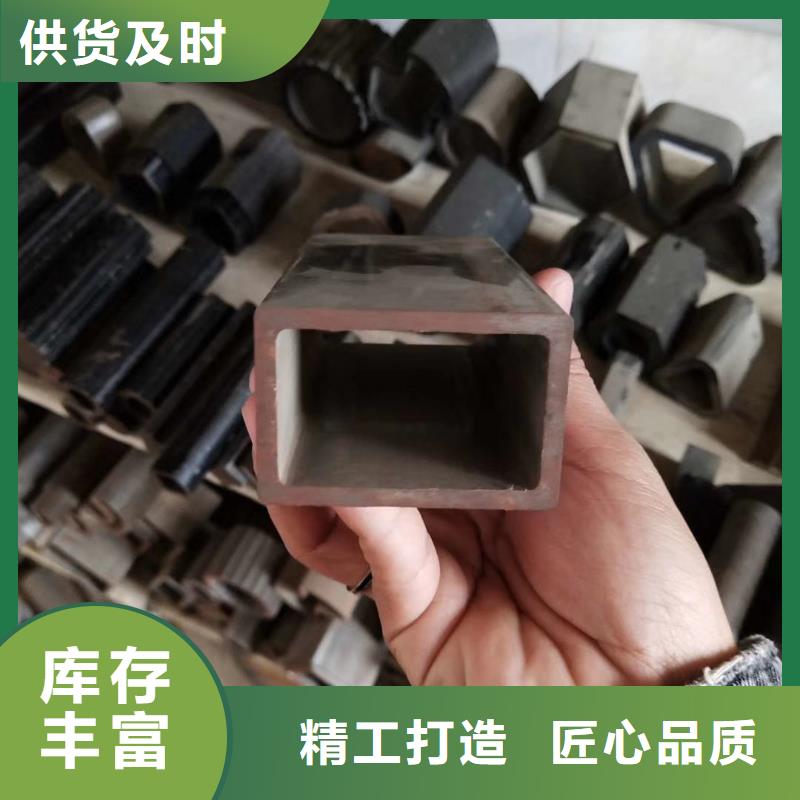
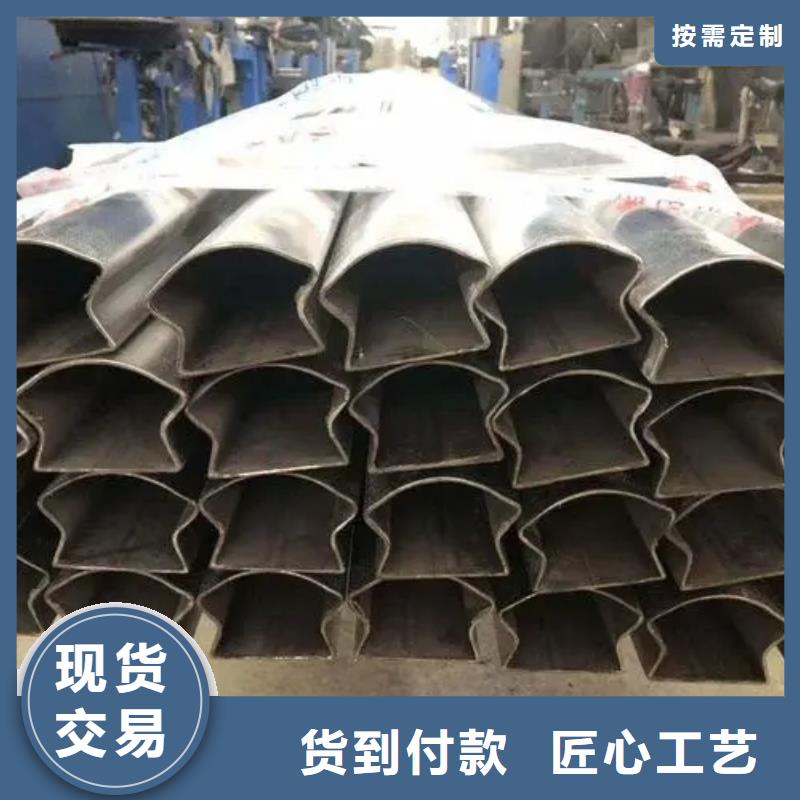
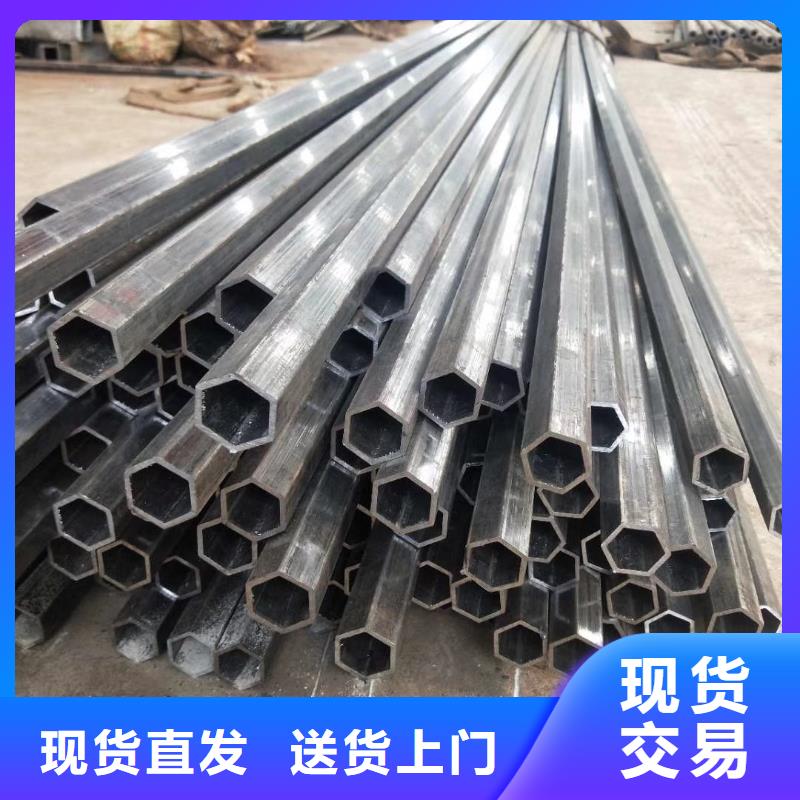
| 外形尺寸 | 方形 半圆 椭圆 拱形 |
| 适用领域 | 工业输送管道以及机械结构部件 |
| 是否进口 | 否 |
| 质量认证 | 认证 |
| 产品功率 | 456 |
| 工作温度 | 560 |
| 生产工艺 | 冷拔 |
| 交货状态 | 冷轧或退火(根据客户用途) |
| 执行标准 | GB/T3094 |


株洲异型管管液压试验:用水或规定液体充满金属管,在一定时间内承受规定压力,检验异型钢管质量及强度并显示其缺陷的试验;
株洲异型管淬透性:指钢奥氏体化后接受淬火的能力,或奥氏体向马氏体转变的倾向,常用淬硬层的深度来说明。淬硬层的深度是指表面至半马氏体层的距离。对合金结构钢,检验淬透性的方法主要是 标准规定的结构钢末端淬火试验方法;
株洲异型管切削加工性:异型钢管材料用切削工具加工时所表现出来的性能。在切削或磨削时,容易达到较高的表面加工精度,而且工具不易损耗,切屑容易脱落,切削力较小等,都表示该金属材料的切削加工性好;
株洲异型管弯曲试验:用规定尺寸弯心将试样弯曲至规定程度,检验金属承受弯曲塑性变形的能力并显示其缺陷的试验。一般应规定弯心直径尺寸和弯曲角度及对弯曲处表面的要求;
株洲异型管管弯曲试验:在带槽弯心上将试样弯曲至规定程度,检验异型钢管承受弯曲塑性变形的能力并显示其缺陷的试验;
株洲异型管管压扁试验:将金属管压扁至规定尺寸,检验其塑性变形能力并显示其缺陷的试验;
株洲异型管管扩口试验:将规定锥度的顶心压入金属管一端,使直径均匀地扩张至规定尺寸,检验异型钢管径向扩张塑性变形的能力并显示其缺陷的试验。
株洲异型管一般是使用纯氢退火气氛,气氛 的纯度大于99.99%,如果其他部分是惰性气体,可得到纯度低一点,但不包含太多的氧气、水蒸气。
株洲异型管为了避免呈现微泄漏,煤气炉维修应坚持氢气的正压,维持正常的请求。
株洲异型管热处理一般是以固溶热处理,因为它通常被称为“退火”,1040- 1120℃温度范围(日本标准)。你也可以看看退火炉孔,应白炽状态退火带的不锈钢异形管,但没有表现出软化。
株洲异型管焊接时,钨极从气体喷嘴突出的长度,以4-5mm为佳,在角焊等遮蔽性差的地方是2-3mm,在开槽深的地方是5-6mm,喷嘴至工作的距离一般不超过15mm。
株洲异型管焊接电弧长度,焊接普通钢时,以2-4mm为佳,而焊接不锈钢时,以1-3mm为佳,过长则保护效果不好。
株洲异型管为使氩气很好地保护焊接熔池,和便于施焊操作,钨极中心线与焊接处工件一般应保持80-85°角填充焊丝与异型管表面夹角应尽可能地小,一般为10°左右。
株洲异型管焊接容易受到风的影响,有时微风而产生气孔,所以风速在0.5m/sec以上的地方,都应当采取防风措施。
保护气体一般为二氧化碳气体,气体流量以20-25L/min较适宜。
株洲异型管采用垂直外特性的电源,直流时采用正极性,焊丝接负极。
株洲异型管为防止异型管焊接气孔之出现,焊接部位如有铁锈、油污等务必清理干净。
株洲异型管焊嘴与异型管间的距离以15-25mm为宜。
株洲异型管是如何进行抛光的利用异型钢管表面微观凸起在特定的电解液中和适当电流密度下,冷拔异型钢管退火与正火是常用的两种基本热处理工艺方法,主要用来热处理钢制毛坯件,戈续切削加工和终热处理做组织准备,因此退火与正火通常又称为预备热处理。对一邢件、锻件、焊件以及性能要求不高的工件来讲,退火和正火也可作为终热处理。
株洲异型管退火是将工件加热到适当温度,保持一定时间,然后缓慢冷却的热处理工艺。其目的是异型钢管内应力;降低钢材硬度,提高钢材塑性;细化钢材内部组织,均匀钢材化学成分,为终热处理做好组织准备。根据精密钢管的化学成分和退火目的不同。
退火通常分为完全退火、球化退火和去应力退火等。在机械零件的制造过程中,株洲异型管一般将退火作为预备热处理工序,并安排在铸造或锻造等工序之后、粗切削加工之前,用来前一工序中产生的某些缺陷,为后续工序做好组织准备。异型钢管退火工艺与正火工艺的加热温度范围,部分退火工艺曲线与正火工艺。